WABENPLATTE
Die Firma LDR-Ego ist seit 1997 als privates Unternehmen mit polnischem Kapital tätig. Wir spezialisieren uns auf die Herstellung von modernen Möbeln in einer neuen rahmenlosen Technologie. Wir sind die erste in Polen und eine der wenigen Firma in Europa, die dieses einzigartige uns innovative Produkt herstellt.
INNOVATIVE
WABENPLATTE
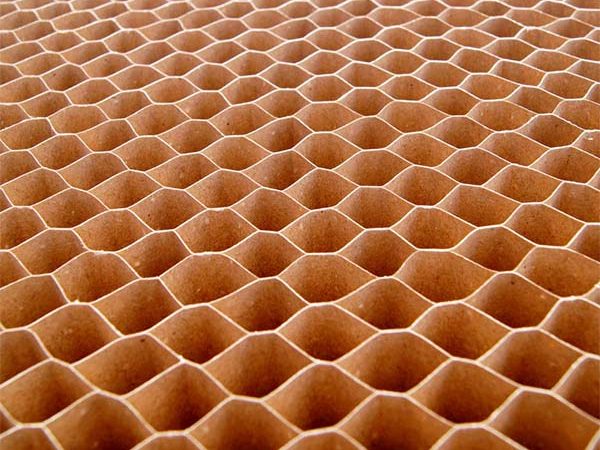
Die EcoBoard-Wabenplatte ist ein innovatives Produkt mit einer vielseitigen Anwendung. EcoBoard wird in einer neuen rahmenlosen Technologie hergestellt und wird als alternative Lösung für die Möbelindustrie eingesetzt.
INSPIRATION
DURCH NATUR
Wir verwendeten die perfekte Form der Fachwerkform mit der Textur von sinusförmigen Zellen, die von der Natur geschaffen wurden, was unseren Produkten eine beispiellose Biege- und Druckfestigkeit bei gleichzeitiger Gewichtsreduzierung von bis zu 94% verleiht.

TECHNOLOGIE
UND QUALITÄT
Die Technologie, die wir ständig verbessern, ermöglicht uns, bisher unmögliche Lösungen zu erreichen, und der reiche Maschinenpark ermöglicht uns, die hochwertigsten Güter herzustellen, die auf die Bedürfnisse des Kunden zugeschnitten sind.